为了给您提供更全面的<莆田>【当地】圆钢_35#钢板源厂供货产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:<莆田>【当地】圆钢_35#钢板源厂供货的图文介绍
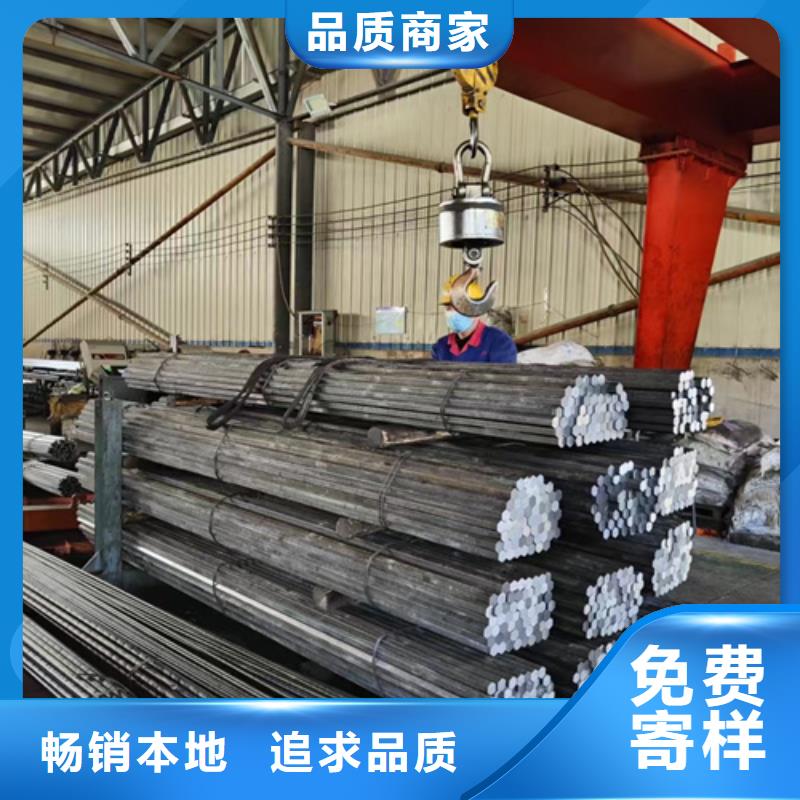
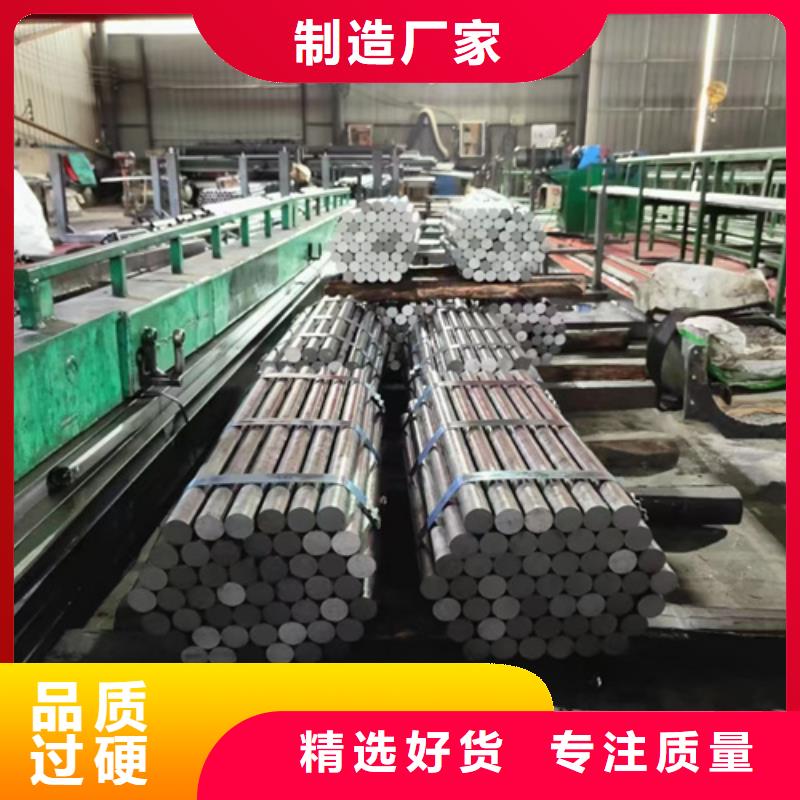
【多麦金属】高锰耐磨耐候钢板生产厂家通过多年研发 Q460C钢板、产品.安全耐用可靠.适应各种安装要求.已在 Q460C钢板、业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 Q460C钢板、产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 Q460C钢板、产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。



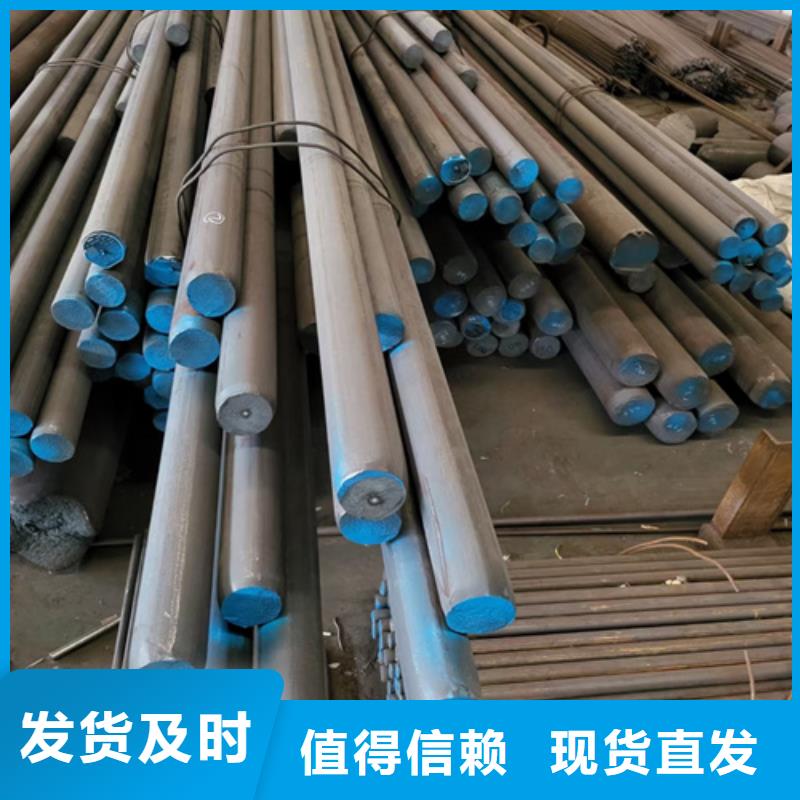
为了降低或减轻炭化物网状的形成,锻轧后尽可能冷至650~700℃,然后缓冷(坑冷、莆田附近砂冷或炉冷)。 CrWMn钢具有高淬透性。由于钨形成碳化物,这种钢在淬火和低温回火后具有比铬钢和9SiCr钢更多的过剩碳化物和更高的硬度及耐磨性。此外,钨还有助于保存细小晶粒,从而使钢获得较好的韧性。所以由CrWMn钢制成的刃具,崩刃现象较少,并能较好地保持刀刃形状和尺寸。但是,钢对形成碳化物网比较敏感,这种网的存在,就使工具刃部有剥落的危险,从而使工具的使用寿命缩短,因此,有碳化物网的钢,必须根据其严重程度进行锻压和正火。这种钢用来制造在工作时切削刃口不剧烈变热的工具和淬火时要求不变形的量具和刃具,例如制作刀、莆田附近长丝锥、莆田附近长铰刀、莆田附近专用铣刀、莆田附近板牙和其他类型的专用工具,以及切削软的非金属材料的刀具。圆钢



方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,TiG焊打底。E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。方案Ⅱ:采用ER80S-B2L焊丝,TiG焊打底。E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。表1 焊接材料的化学成分和力学性能型号 C Mn Si Cr Ni Mo S P δb/Mpa δ,% ;ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25 ;E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19 ;E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 25 ;焊前准备试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。焊条按表2的规范进行烘烤。焊条烘烤规范焊条型号 烘烤温度 保温时间E8018-B2 300 ℃ 2hE309Mo-16 150 ℃ 1.5h 圆钢


而碳化物的形状、莆田附近大小对钢的性能也有很大的影响, 尤其大块状尖角碳化物对钢基体的割裂作用比较大,往往成为疲劳断裂的策源地,为此必须对原材料轧制钢材进行改锻,充分击碎共晶碳化物,使之呈细小、莆田附近均匀分布, 纤维组织围绕型腔或无定向分布, 从而改善钢材的横向力学性能。锻造时对钢坯从不同方向进行多次镦粗和拉拔,并采用“二轻一重”法锻造,即坯料始锻时要轻击,防止断裂,在980~1 020 ℃中间温度可重击, 以保证击碎碳化物, 42CrMo钢材未改锻,采用固溶双细化处理 ,即500 ℃及800 ℃左右二级预热,1 100~1 150 ℃固溶处理,淬入热油或等温淬火,750 ℃高温回火,机加工后960 ℃加热油冷后进行终热处理, 也可使碳化物细化、莆田附近棱角圆整化,晶粒细化。圆钢





 扫一扫
扫一扫